
För många är lödning ett typiskt hobbyarbete, som man knappast tror sig ha någon större nytta av i den dagliga tillvaron. Men inget kan vara felaktigare. Antingen man bor i småhus eller i lägenhet kan lödning komma till nytta i många sammanhang.
Vid tillfällen där till exempel svetsning är en onödigt hårdför och komplicerad metod kan lödning vara ett utmärkt alternativ. Det kan röra sig om att foga samman rördelar eller andra plåtstycken, att förankra elektriska ledare och andra elkomponenter.
Att kunna löda när det behövs sparar pengar och tid. Inte minst är det mycket roligt att kunna tekniken. Anledningen till att lödning ofta kopplas samman med hobby kommer sig säkert av att tekniken ofta används i samband med tillverkning av smycken.
Även färgat glas kan fogas samman enligt en lödningsteknik som kallas kopparfoliemetoden. Glas kan också infattas i metallspröjsar, vilket även det kan beskrivas som en form av lödning.
Men så ensidig är alltså inte tekniken. Även om den kan användas för att tillverka en mängd olika saker har den sitt största, praktiska värde vid olika reparationer. Att löda innebär att man fogar samman metaller med ett tillsatsmedel som heter lod och är en metall -legering, och med hjälp av ett slags kombinerat rengörings- och flytmedel som går under beteckningen flussmedel.
Grundmaterialet, alltså de metaller som ska förbindas, hettas upp, liksom lodet, men med den skillnaden att lodet smälter, medan metallstyckena inte gör det. Man skiljer mellan mjuklödning och hårdlödning. Hårdlödning kräver betydligt högre temperaturer än mjuklödning.
Mjuklödning gäller all lödning under 450øC. De lod man arbetar med är i allmänhet baserade på tenn och bly. Arbetstemperaturen hos dessa ligger mellan 180 och 230øC. Det är lättare att arbeta med mjuklod än med hårdlod, mycket beroende på den lägre arbetstemperaturen.
Vid mjuklödning kan du använda såväl lödpenna som lödkolv och gasolbrännare. Uttrycket mjuklödning kan kanske ge en känsla av svaga fogar och de tål i allmänhet inte heller alltför stora mekaniska belastningar eller temperaturskillnader.
Men man ska ändå vara klar över att en lyckad mjuklödning blir mycket hållbar. Hårdlödning gäller all lödning över 450øC. De lod man använder är legeringar, baserade på bland annat koppar, zink, nickel och silver. Hårdlodens arbetstemperatur ligger
för det mesta mellan 610 och 900øC. Lödkolvar kan inte ge dessa höga temperaturer, varför värmekällan vid hårdlödning endera är gasol eller svetsbrännare. Även om mjuklödning kan ge starka förband kan alltså dessa i hållbarhet inte jämföras med de hårdlödda.
Det är emellertid inte enbart styrkan som räknas. Med god träning kan man få fogar och förband som blir näst intill osynliga. Vad och hur mycket du behöver av verktyg och material beror helt och hållet på vad och hur mycket du ska löda.
Verktyg och material du behöver när du ska löda:
Verktyg:
1. Gasolbrännare med gasbehållare och passande koppling 2. Lödkolv med rak spets och vinkelspets 3. Lödpenna med rak spets eller vinkelspets 4. Tänger 5. Träklubba 6. Metallfil 7. Stålborste 8. Smärgelduk 9. Morakniv.
Material:
1. Lod för mjuklödning 2. Lod för hårdlödning 3. Lödtenn 4. Lödtråd med flussmedel 5. Lödpasta 6. Lödfett 7. Lödvatten 8. Lödsten 9. Saltsyra.)
Lödkolvar
 Den allra viktigaste delen i en lödningsutrustning är lödkolven. Därför är det viktigt att skaffa en kolv av hög kvalitet. Förr var det vanligt att man använde kolvar som hettades upp över en öppen låga. Numera används praktiskt taget enbart elektriskt uppvärmda kolvar.
Den allra viktigaste delen i en lödningsutrustning är lödkolven. Därför är det viktigt att skaffa en kolv av hög kvalitet. Förr var det vanligt att man använde kolvar som hettades upp över en öppen låga. Numera används praktiskt taget enbart elektriskt uppvärmda kolvar.
Välj för säkerhetens skull en jordad utrustning och se till att stickkontakten passar ditt vägguttag. Det är också en fördel om handtaget är specialisolerat. Kolvar av den typen är något dyrare, men säkerheten är värd dessa slantar.
Se också till att lödkolven har utbytbara spetsar. För de flesta arbeten klarar du dig med en rak, mejselformad spets och en vinklad. Lödspetsar finns i olika kvaliteter. De med extra lång livslängd är 3-4 gånger dyrare än de med enklare utföranden. Har du ofta anledning att löda lönar det sig att satsa på den dyrare varianten.
Effekten varierar i regel mellan 40 och upp till 200 Watt. Priset står förstås i relation till effekten. De vanligaste effekterna är 40, 75 och 100 Watt, men ska du göra grövre arbeten är en kolv med högre effekt praktiskt taget nödvändig. Vissa lödkolvar ger en konstant värme på en bestämd nivå, hos andra typer är värmen reglerbar.
Lödningsfogar
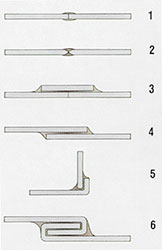 Lödningsfogar kan se ut på olika sätt. Skissen visar sex exempel.
Lödningsfogar kan se ut på olika sätt. Skissen visar sex exempel.
1. Fogarna kallas stumfog 2. Fasad fog 3. Stum, armerad fog 4. Överlappande fogar 5-6. Falsad fog. Hållfastheten vid mekanisk belastning ökar med siffrans värde.
Mjuklödning

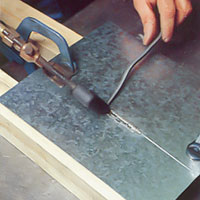
1.Ett lätt sätt att foga två plåtar är med enkelfals. Lägg en träribba där du vill ha falsen och slå samman falsen med träklubba. Skjut vid slutfasen ihop styckena under tryck.

2.En annan och säker fog för två metallstycken är en överlappning. Här måste dock styckena ligga hårt an mot varandra under lödningen. Använd tvingar eller limklämma.

3.Mät upp lödytorna och gör dem ordentligt rena. Detta är en förutsättning för att lödningen ska lyckas. Räcker det inte med smärgelduk får du ta till saltsyra.

4.För att få lödkolven ren ska du använda en lödsten. Kolven måste vara varm när du ska använda lödstenen. Tryck sedan spetsen mot stenen så att alla gamla lödrester lossnar.

5.Passa in lödytorna mot varandra och spänn fast arbetsstyckena. Det är mycket viktigt att de inte kan förskjutas. Ta inte på lödytorna, då häftar lodet dåligt.

6.Pensla ett lager flussmedel över de rengjorda lödbanorna, dvs. de ytor som ska bilda fogen. Fluss-medlet gör att lodet flyter ut lättare. Vissa lod kan innehålla flussmedel.
7.Lägg ut lod längs fogkanten eller för lödkolvens spets mot tråden, som du håller mot lödbanan. Det bubblande flussmedlet drar till sig lodet och bildar fogen.

8.Är lödningsytan stor kan du inte använda lödkolv eller -penna. Endast en brännare med öppen låga har kapacitet att ge erforderlig hetta åt större lödningsytor.

9.Ska du löda ihop t ex två plåtstycken, rengör då ytorna, pensla på flussmedel och sprid ut lod, jämnt fördelat över ytan. Gör på samma sätt med den andra plåten.

10.Pressa därefter samman plåtarna med en eller flera tvingar och värm upp dem med en brännare. Flytande lod syns runt hela kanten. Rengör slutligen fogen med vatten och lite diskmedel.
Hårdlödning

1.En perfekt lödning kräver att styckena är helt rena och passar varandra. För att löda ett tappstycke på en hängränna kan ytorna behöva bearbetas med stålborste och smärgelduk.

2.Pensla ut flussmedel, t ex lödvatten, som innehåller zinkklorid och fräter bort det oxidlager som ofta finns på ytor av detta slag. Först när lödbanan är blank kan du börja löda.

3.Hårdlödning på större ytor kräver stora värmemängder. Här räcker varken lödpenna eller -kolv. Du måste hetta upp lödstället med gasbrännare eller svetslåga.

4.Det är viktigt att värmen är så hög att lodet smälter snabbt på metallen. Droppar du varmt, flytande lod på en svalnande yta får du en kallödning som inte håller.
Värt att veta
För mycket lödtenn fungerar i bästa fall som ett medelmåttigt klister. Använd därför så tunna skikt som möjligt. Om metallytorna inte är lika heta som det flytande lodet kommer fogen inte att hålla.
Om man under lödningen vill flytta det flytande lodet i en viss riktning behöver man bara flytta hettan från gaslågan i den önskade riktningen. Lodet följer nämligen värmen.
Försumma inte att hålla ett öga på metallen under lödningen. Blir den så het att den börjar glöda är risken stor att den smälter ner.
Om man löder med en kolv utan termostat finns det alltid en risk att man inte kan hålla jämn temperatur.
Dessbättre finns det ett par tydliga tecken på såväl för lag som för hög temperatur. Smälter inte lodet ordentligt är kolven för kall. Ryker det om kolven eller om lodet smälter för snabbt är kolven överhettad.
En lödkolv måste vårdas mer omsorgsfullt än man kan tro för att resultatet ska bli gott. Spetsen måste t ex alltid hållas ren. Är spetsen av koppar eller järn är det viktigt att den är väl förtennad.
Även om du inte behöver ta ut spetsen ur lödkolven för arbetets skull bör du ändå göra det då och då för att komma åt att rengöra insidan av elementet med stålull. Underlåter du detta kan spetsen fastna för gott.